一、项目背景
某企业以多品种小批量配套机加产品生产为主,生产过程中紧急插单现象严重,生产计划变化程度较高,人工响应速度慢;同时,由于缺少机床的有效监控和合理分配的工具,部分机床使用效率偏低;多品种及小批量产品导致工人大量的时间用于生产准备工作,生产力得不到有效发挥,且人工操作环节过多,大大降低设备的使用率。
为解决当前问题,全面提升生产能力,建立以MES为核心的信息化管理系统,并通过对设备升级改造,建设以小批量、多品种及混线生产为主的示范性智能制造单元将成为企业发展的必由之路。
二、项目建设内容
依托航天云网INDICS平台,以生产计划、检验计划及工单管理为核心,建设MES系统。生产计划建立插单处理功能,及时根据插单,优先分配制造资源,并能够根据生产反馈数据,实时反馈插单的完成情况,实现闭环反馈。同时,实现MES系统的纵向集成,与柔性产线紧密匹配,根据生产计划,将不同的预装工件合理调度到不同的机床进行生产加工,实现混线生产。
对现有3台加工中心机床、1台三坐标测量机、1台清洗设备进行智能化改造,增加相关硬件及软件,如机械手、第七轴、物流控制系统及管控系统,实现产线自动化,信息化与自动化系统高度集成,最终组成一个数控铣加工智能单元。生产人员只需要将工件预装调在零点定位系统的托盘上,根据生产计划,数控铣加工单元实现托盘上工件的自动上下料、加工、监控及检测功能,并将采集数据和信息实时反馈计划人员,实现高效的生产,及时的信息反馈及透明化管理状态。
此项目整体系统架构如图1所示,生产单元布局如图2所示。
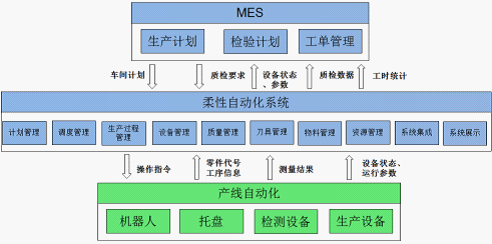
图1系统架构图

图2 生产单元布局图
2.1管控系统模块
建设一套自动化控制系统,主要功能模块包含工作流核心模块、标准预调输入模块、机内检测管理模块、CAM输入模块、自动识别扫描系统、自动生产单元管理者核心模块、机床接口控制模块、装载站管理模块、刀具管理模块、夹具管理模块、扩充制造策略、报警核心模块、机床报警模块及快速手动读取器。管控系统界面如图3所示。

图3 管控系统界面图
2.2 旧设备改造
对3台立式加工中心机床、1台三坐标测量机和1台清洗设备进行改造。对3台立式加工中心机床增加排屑机、自动门、工装气路接口、机械手I/O通讯接口。排屑机、自动门、工装气路接口通过新增M代码、操作按钮,控制其开关;新增I/O接口机械手也可通过其控制排屑机、自动门、工装气路接口的开关。改造后的数控铣机床如图4所示。

图4 改造后的数控铣机床
2.3自动化在线检测
目前,智能制造单元在线检测方案主要分为机床内安装红外探头和单元内三坐标检测两种,由于此项目采用的机床为老旧设备,受设备精度影响,采用机床内安装红外探头的方式检测的误差大,难以满足产品零件的检测要求。因此,在数控铣智能制造单元内采用三坐标检测的方式予以解决。
三、项目实施效果
通过此项目的实施,彻底解决了计划杂乱不清的现象,紧急生产订单任务均能够得到充足的资源保障和准时的交付,车间生产管理由粗放逐步转向精益,实现信息和数据驱动人和设备生产方式,管理效率得到较好改善;同时,工序自动化生产解决了由于人工操作造成的质量不稳定及不一致现象,产品一致性几乎达到100%;人工操作转为自动操作,极大地解放了劳动力,设备使用效率也得到极大提高,通过机械手自动上下料,实现12小时以上无人化加工生产。